
纸箱喷码打印机中山纸箱印刷机价格表




更新时间:2023-05-17 08:50:00
价格:¥346000/台
品牌:金谷田
打印颜色:c/m/y/k
生产地:广东/浙江
联系电话:0755-8233948
联系手机: 13823780539
联系人:张小姐
让卖家联系我
详细介绍
井且,管道要适当支撑,以防止它在阀门重量作用下发生弯曲变形。调节阀在与管道焊接时必须特别小心。若调节阀与管道焊接时注意不够,未能消除应力,则会产生变形。焊接时,必须严格避免焊渣飞溅入阀门内,焊渣的存在有损阀门的性能,如果飞溅直接溅在阀芯上,轻则直接影响调节阀的动作,重则损坏阀芯和阀座。管道在试压和吹除时,调节阀应拆下,用相应的直管段相连以防止焊渣、铁削等杂物卡在阀芯与阀座之间。拆下的调节阀开口法兰端部应用塑料布包扎牢固。大开度工作延长寿命法让调节阀一开始就尽量在大开度上工作,如9%。这样,汽蚀、冲蚀等破坏发生在阀芯头部上。随着阀芯破坏,流量增加,相应阀再关一点,这样不断破坏,逐步关闭,使整个阀芯全部充分利用.同时,大开度工作节流间隙大,冲蚀减弱,这比一开始就让阀在中间开度和小开度上工作提高寿命1~5倍以上。如某化工厂采用此法,阀的使用寿命提高了2倍。减小S增大工作开度提高寿命法阀后设孔板节流消耗压降;关闭管路上串联的手动阀,至调节阀获得较理想的工作开度为止。

价格表工艺特点:
1.使用环保水性墨水,无污染固、液、气的排放。
2.数码印刷,不需要纸板,打样方便。
3.个性定制,每个版面的图案可个性定制。
4.快速换版,无须洗机换模型,节约时间。
5.按需生产,可随时补单。
6.智能化控制,人机交互简单易操作。
7.走纸稳定,间隙可调,位置偏差小于0.5mm。
8.印刷质量稳定,色彩还原度高。
9.整机结构紧凑,能耗低、占地小,特别适合小单,散单的加工。

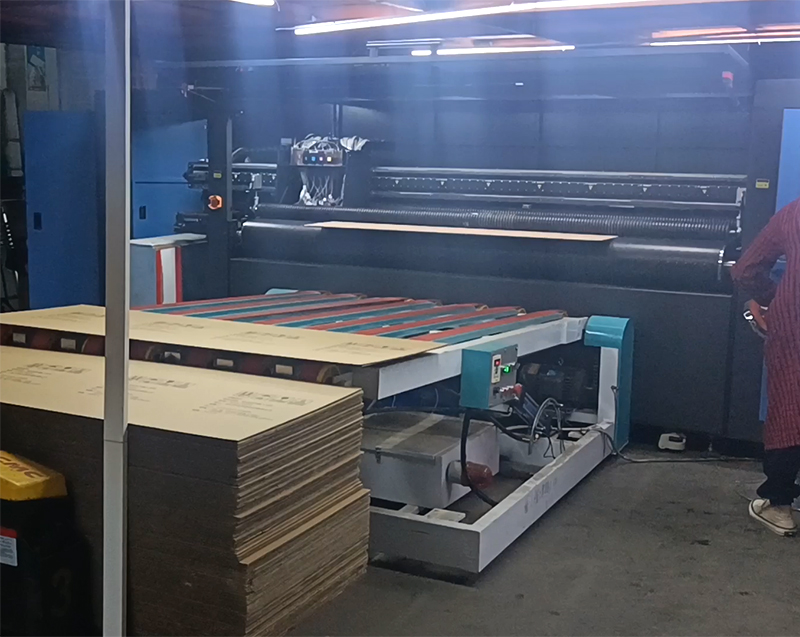
纸箱喷码打印机中山纸箱印刷机价格表纸箱喷码打印机优势:
1.影像级打印质量,多级灰度打印,精度高达1200dpi,可实现更丰富的图像印刷效果,高精度喷头,物理精度600dpi/1200dpi可选。X轴选用高精度直线电机,Y轴选用高精度伺服电机,高精度传动系统。
2.高产能输出 通过四色印刷,1pass速度可高达500平方米/小时,2pass速度可达280平方米/小时。
3.自动化程度高 自动送料装置,高灵敏激光电眼检测,平稳的皮带传送纸系统,保证连续打印的高度稳定。
4.操作、维护简单方便 模块化设计,便于安装、调试,以及后期维护,人性化的操作界面,上手更简单。
5.色域宽广 采用icc校正软件,让色彩还原更真实。
6.只能控制 各系统智能互锁控制,保证机器的运行安全、稳定。
为保护瓷层,须在罐盖法兰与支架之间垫以橡胶板。通过调试以检查安装得是否好。安装好的搅拌器和减速机应是转向正确,搅拌器有防松措施,盘车轻松无阻碍,后开机运转正常。安装好后即可与罐身装配;搪瓷设备上焊接:注意,一般搪瓷设备上带有瓷层由外壁是不允许施焊的。在无瓷层的夹套上施焊时,必须采取保护带瓷钢板的措施,临近施焊的部位不能局部过热,保护措施包括不使用氧气割、焊,割口时夹套内部要通水,当焊口靠近上、下接环时要对内部瓷面均匀预热并用间隔断续焊接法焊接;搪瓷设备的配管:配管时要注意尺寸计算的准确。
价格表工艺特点:
1.使用环保水性墨水,无污染固、液、气的排放。
2.数码印刷,不需要纸板,打样方便。
3.个性定制,每个版面的图案可个性定制。
4.快速换版,无须洗机换模型,节约时间。
5.按需生产,可随时补单。
6.智能化控制,人机交互简单易操作。
7.走纸稳定,间隙可调,位置偏差小于0.5mm。
8.印刷质量稳定,色彩还原度高。
9.整机结构紧凑,能耗低、占地小,特别适合小单,散单的加工。
纸箱喷码打印机中山纸箱印刷机价格表纸箱喷码打印机优势:
1.影像级打印质量,多级灰度打印,精度高达1200dpi,可实现更丰富的图像印刷效果,高精度喷头,物理精度600dpi/1200dpi可选。X轴选用高精度直线电机,Y轴选用高精度伺服电机,高精度传动系统。
2.高产能输出 通过四色印刷,1pass速度可高达500平方米/小时,2pass速度可达280平方米/小时。
3.自动化程度高 自动送料装置,高灵敏激光电眼检测,平稳的皮带传送纸系统,保证连续打印的高度稳定。
4.操作、维护简单方便 模块化设计,便于安装、调试,以及后期维护,人性化的操作界面,上手更简单。
5.色域宽广 采用icc校正软件,让色彩还原更真实。
6.只能控制 各系统智能互锁控制,保证机器的运行安全、稳定。
为保护瓷层,须在罐盖法兰与支架之间垫以橡胶板。通过调试以检查安装得是否好。安装好的搅拌器和减速机应是转向正确,搅拌器有防松措施,盘车轻松无阻碍,后开机运转正常。安装好后即可与罐身装配;搪瓷设备上焊接:注意,一般搪瓷设备上带有瓷层由外壁是不允许施焊的。在无瓷层的夹套上施焊时,必须采取保护带瓷钢板的措施,临近施焊的部位不能局部过热,保护措施包括不使用氧气割、焊,割口时夹套内部要通水,当焊口靠近上、下接环时要对内部瓷面均匀预热并用间隔断续焊接法焊接;搪瓷设备的配管:配管时要注意尺寸计算的准确。
相关产品
